Snäva toleranser påverkar kostnaden för delarna, och stora toleranser kan påverka deras funktionalitet.
En bra metod är att analysera delarnas luckor och interferens för att fastställa de väsentliga toleranserna, och för icke-funktionella egenskaper sänker stora toleranser kostnaden.
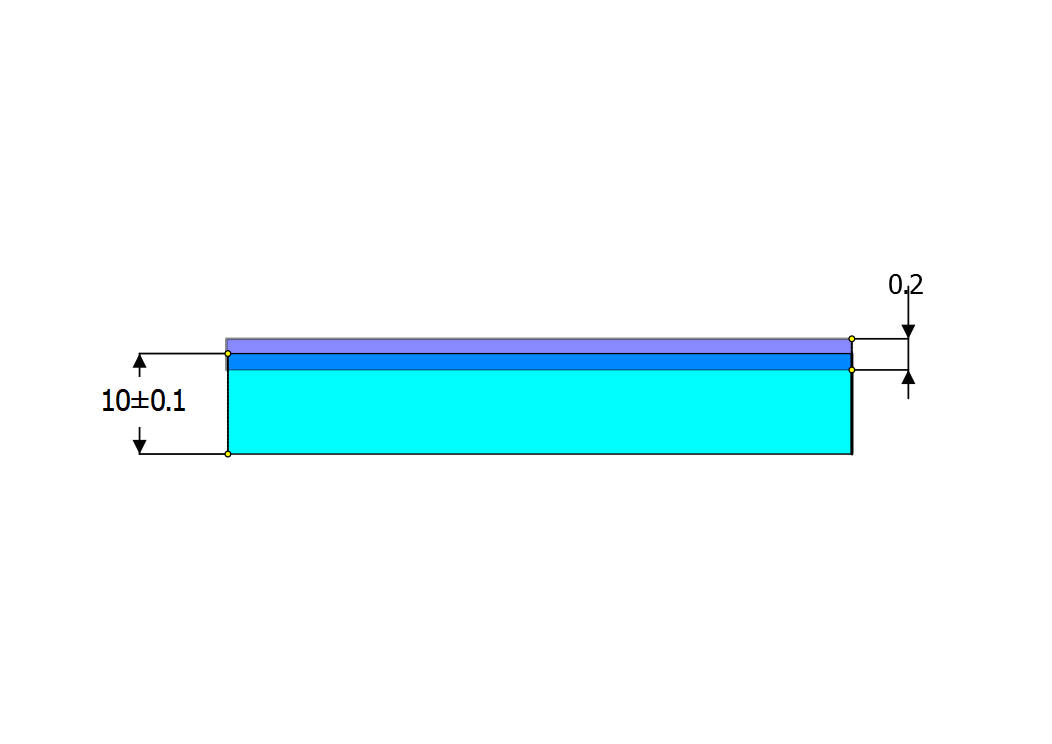
I toleranssystemet "ISO2768mk" är t.ex. toleransen för ett linjärt mått på 5 mm ±0,1 mm, vilket är en medelklass. En grövre tolerans är ±0,05 mm, en stor tolerans är ±0,3 mm.
Våra ingenjörer kan analysera din produkt och föreslå den mest kostnadseffektiva geometriska och dimensionella toleransen (GD&T) enligt ISO- och ASME-standarder.
Maximal storlek
Vi kan tillverka delar som är så stora som :
 English
English