 English
English
Konstruktionshandledning för plåt, plasttillverkning, tillverkning av plåt, prototyp
Den här guiden hjälper dig att förbereda dina plåtdetaljer för tillverkning.
1. Varför är det viktigt med tillverkningsbarhet?
Design for manufacturing, DFM, säkerställer att de komponenter du konstruerar kan tillverkas, vilket är avgörande för outsourcing. Det bidrar till att minska antalet revideringar och omställningar.
2. Översikt
Materialval
- Rostfritt stål
- Stål (obehandlat)
- Galvaniserat stål
- Aluminium
- Mässing
- Koppar
Slutbehandlingar
Vi erbjuder följande slutbehandlingar för dina plåtkomponenter:
- Svetsning av plåtkomponenter med MIG och TIG
- Nitning
- Pulverlackering
- Plätering
Kaliber
Kaliberet anger tjockleken på plåten, beroende på materialet.I rostfritt stål är till exempel Gauge 18 en tjocklek på 1,270 mm, medan Gauge 18 i aluminium motsvarar 1,024 mm.
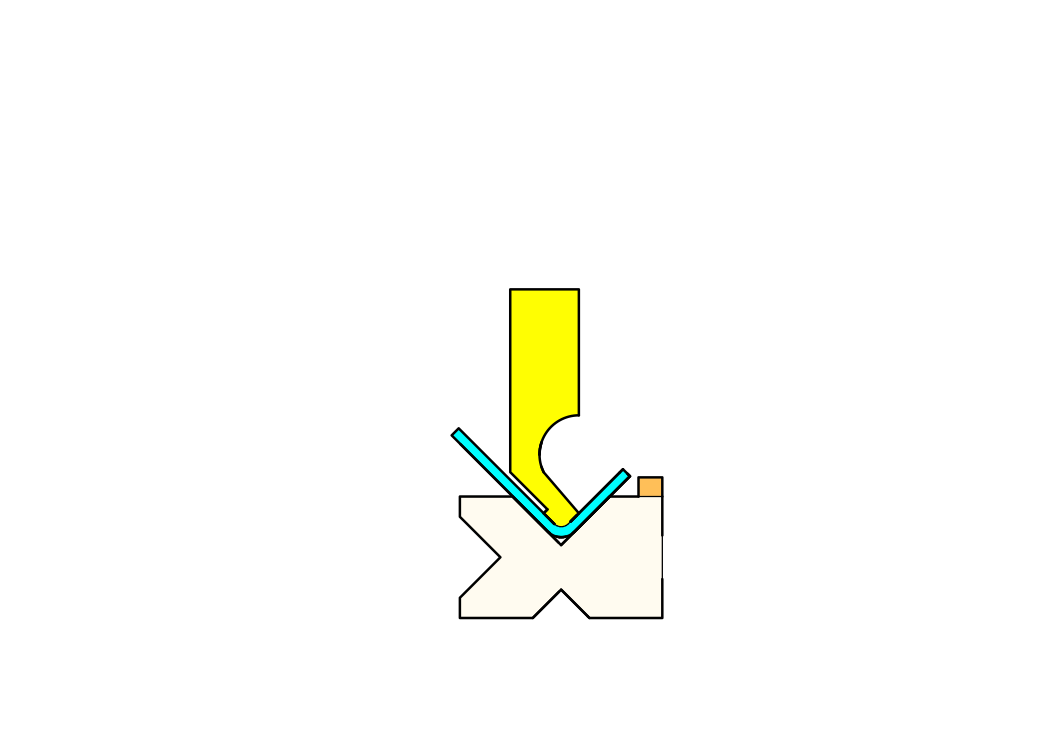
Böjning
En böjning är en deformation av en plåt över en axel. Den görs med hjälp av en stans och en matris.
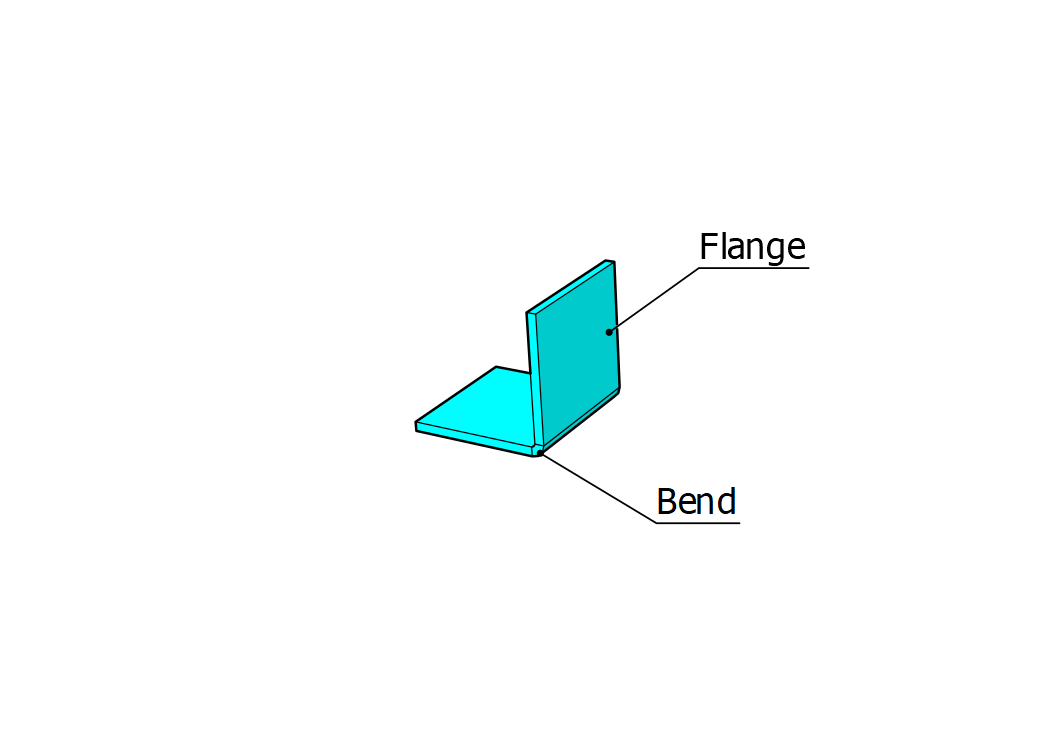
Fläns
En fläns är en formad del av plåt. Den tillverkas med hjälp av bockning.
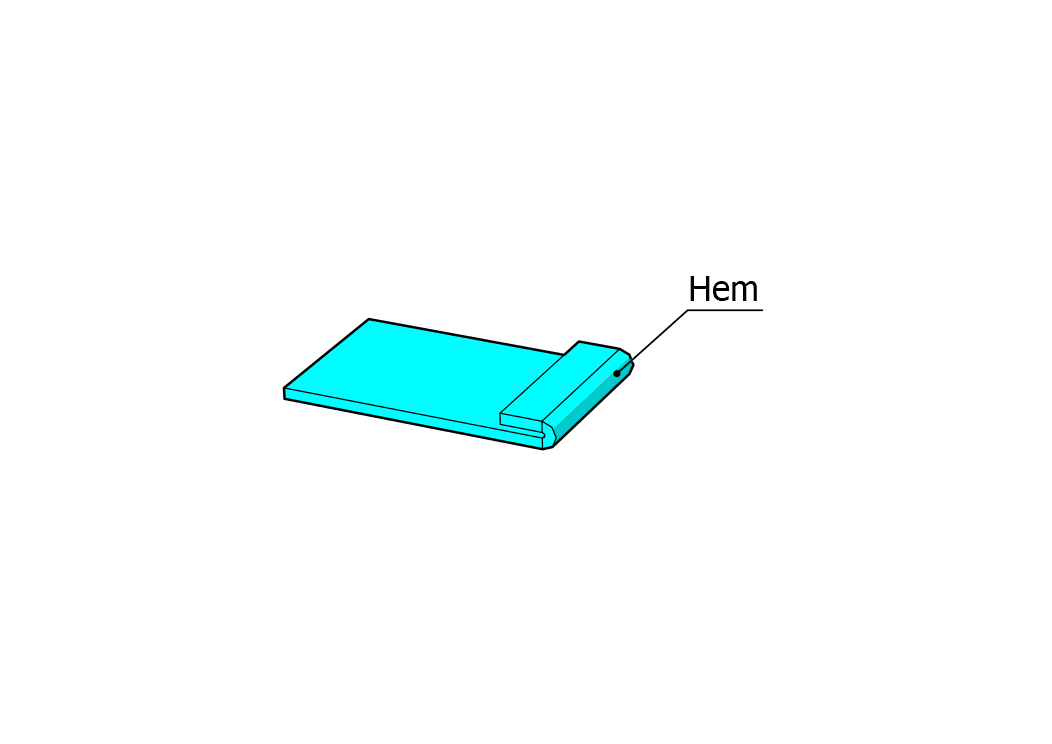
Hems
För att få en fållad kant rullas plåten tills den ligger i jämnhöjd med sig själv. Den görs genom att böja plåten till 180°.
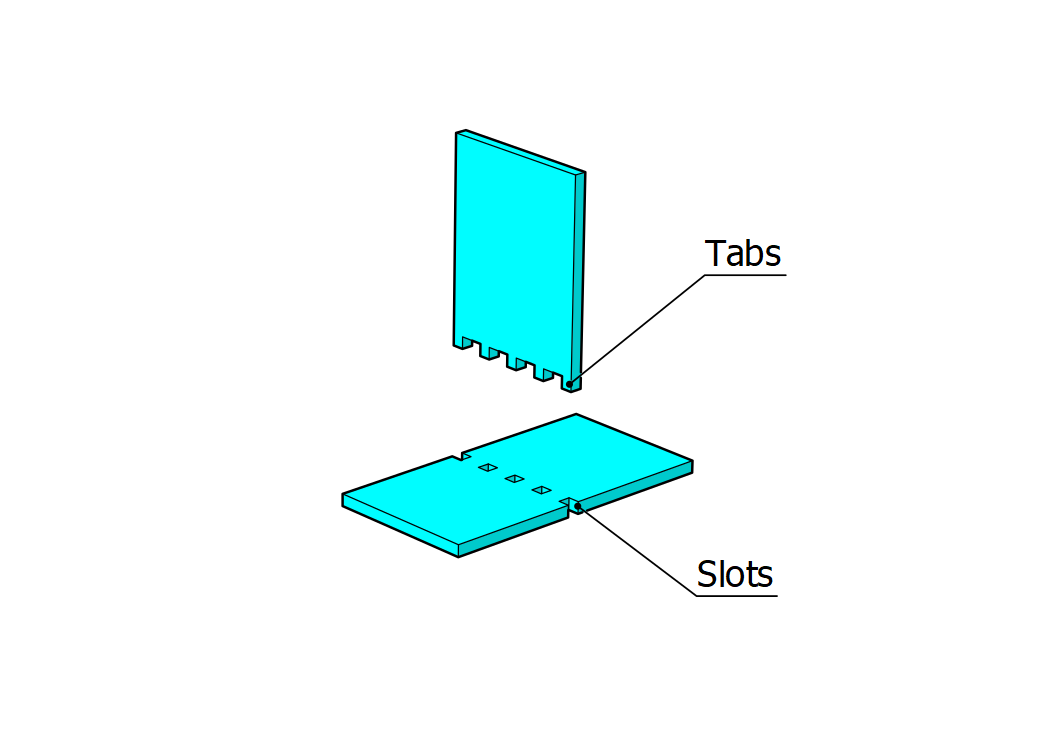
Flikar
En flik är en liten form som pressas ut ur plåt. Den används för att förstärka delen eller för att lägga till extra funktionalitet.
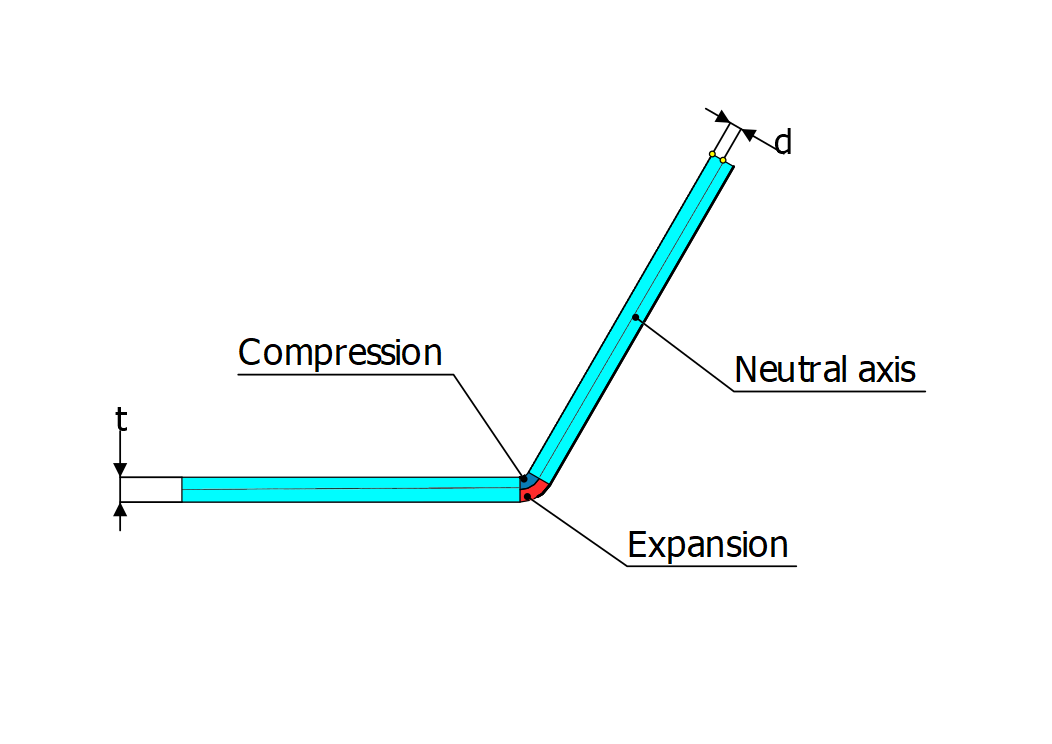
Neutral axel och K-faktor
En plåtdel utsätts för tryck- och expansionskrafter när den böjs.
Den neutrala axeln är en sektion där det inte finns några krafter, och dess läge varierar beroende på plåtmaterialet.
K-faktorn är ett förhållande mellan avståndet mellan den neutrala axeln och plåtens tjocklek.
3. Hur uppnås tillverkningsbarhet?
För att se till att dina konstruerade delar kan tillverkas måste du följa de bästa metoderna för att förbättra tillverkningsbarheten och få högkvalitativa produkter.
4. Vilka är de bästa metoderna?
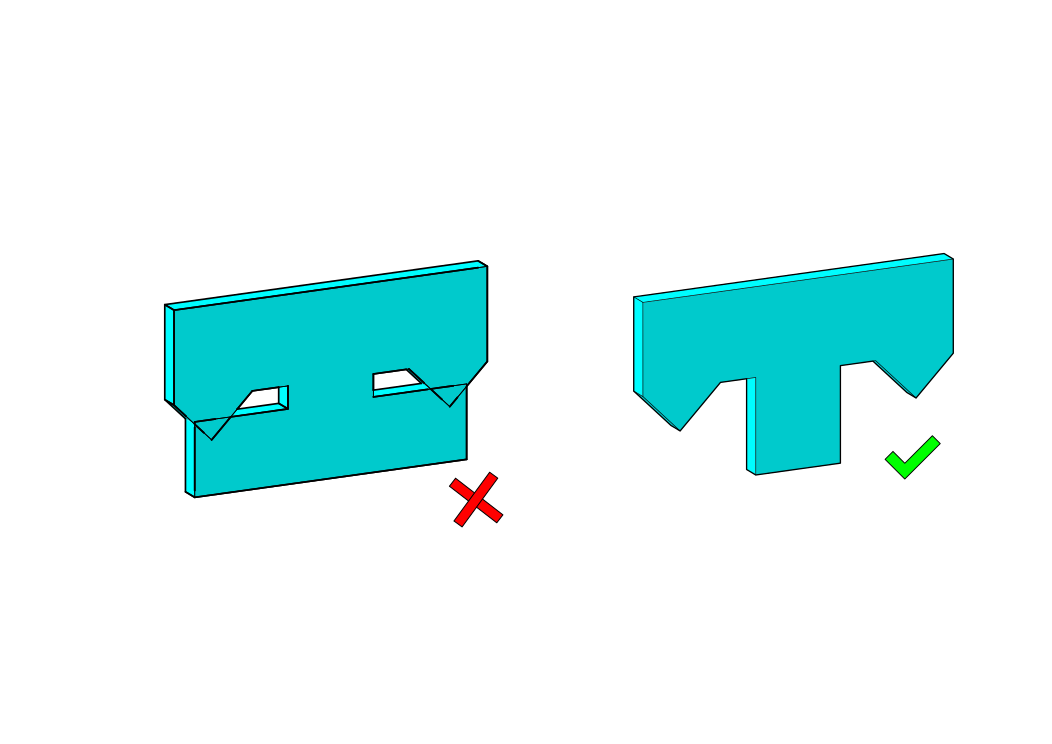
Platt mönster
Ett platt mönster får inte korsa varandra.
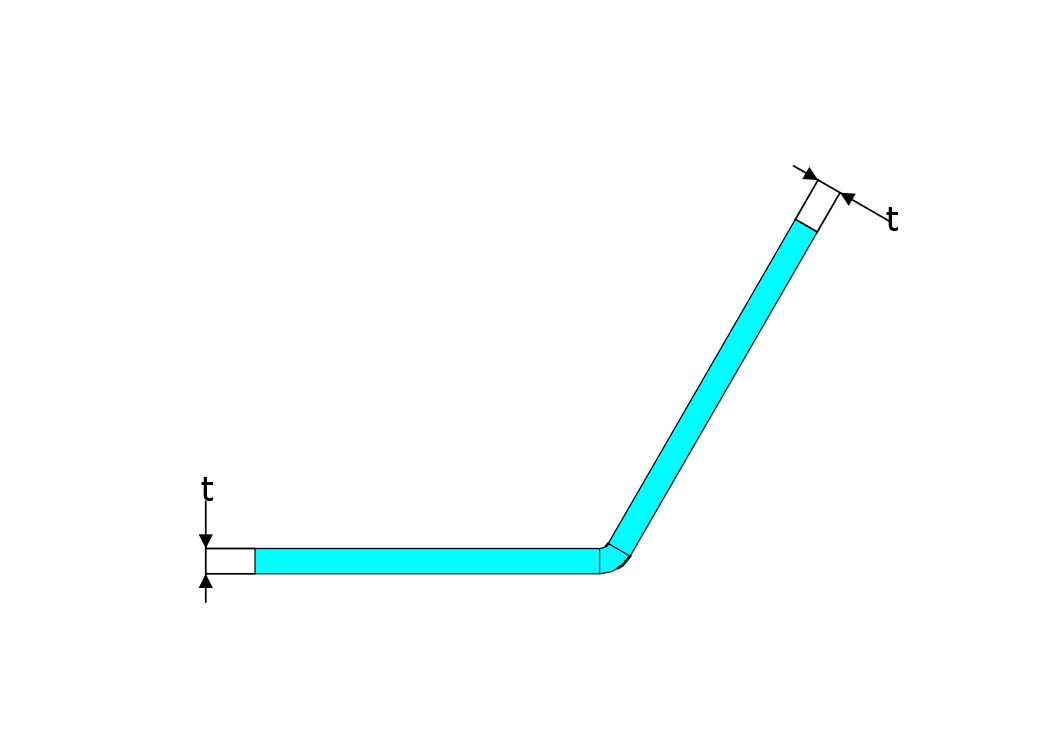
Enhetlig väggtjocklek
Delar formas från en metallplåt och de konstruerade delarna ska ha samma tjocklek (t).Rekommenderad plåttjocklek varierar från 0,02 till 0,3 tum.
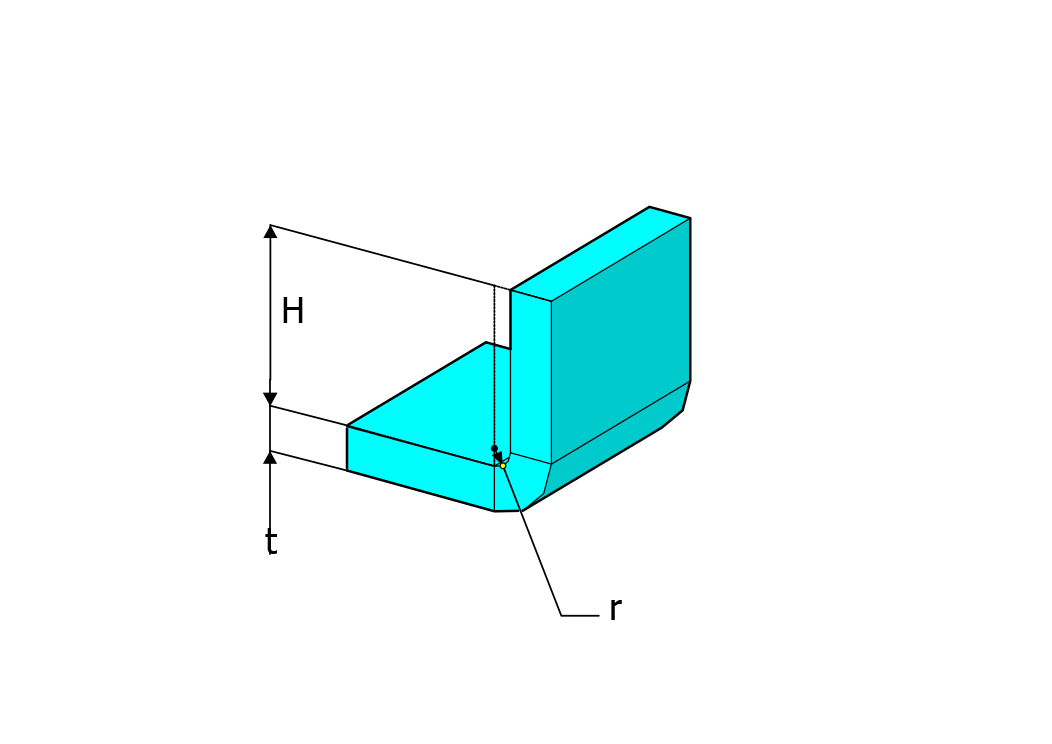
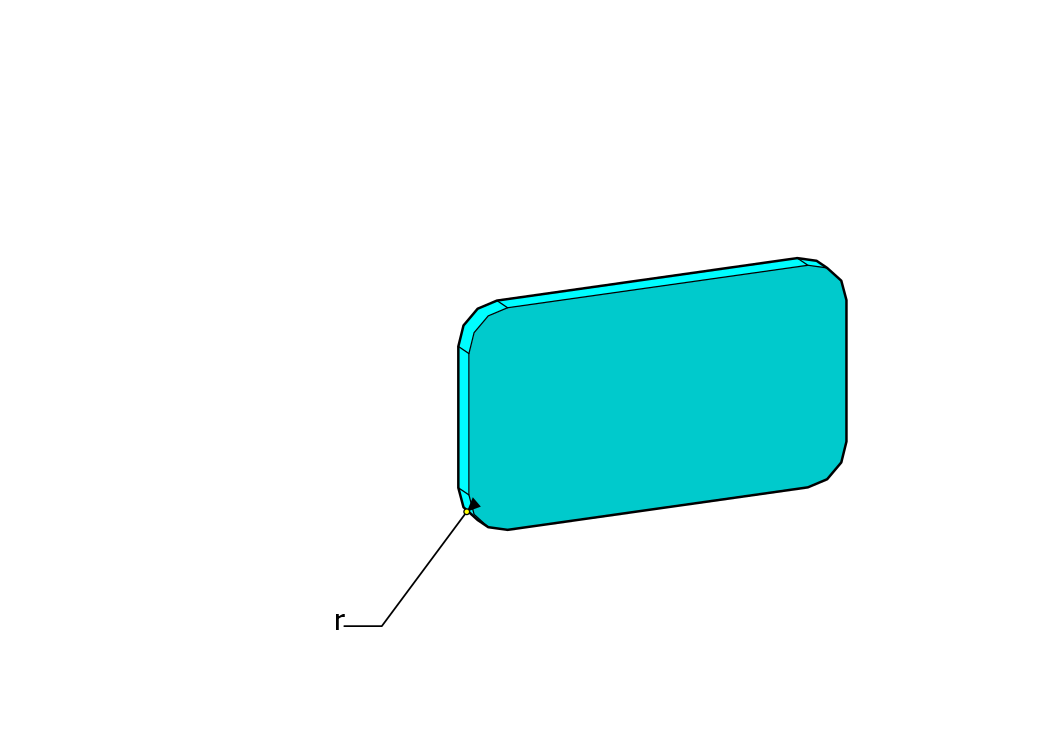
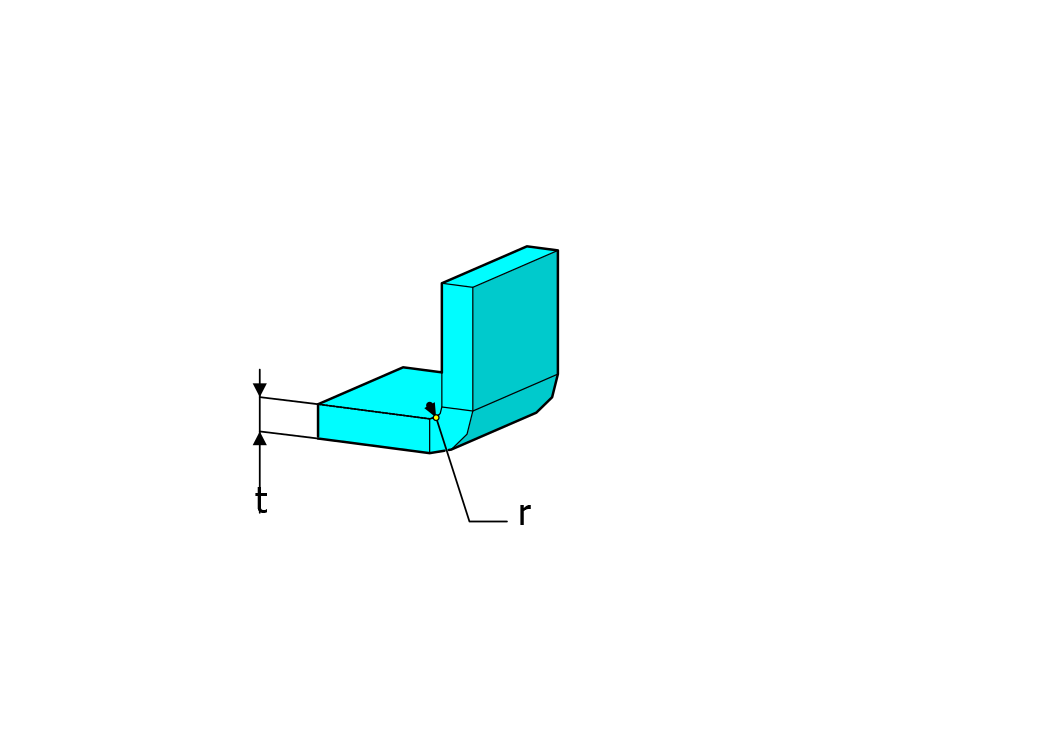
Böjningsradie (radier)
Plåtdetaljer bör ha en böjningsradie för att undvika sprickbildning. Böjningsradien (r) måste vara mellan en och timedessplåttjocklek (t).
Lägg till hörn
Plåtdetaljer kan ha vassa kanter. Att lägga till hörn för att bryta skarpa kanter är en bra sak som kan skydda användarna och ge en jämn finish på delarna.
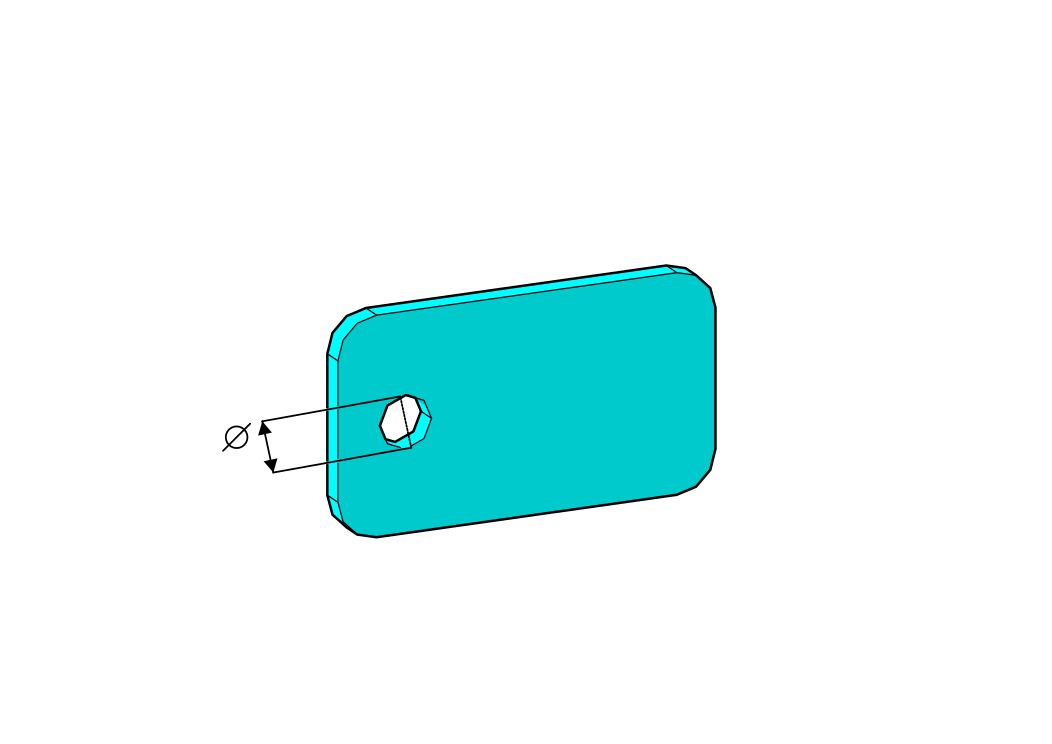
Minsta håldiameter
Håldiametrar som är mindre än plåttjockleken kan leda till deformation av arbetsstycket.Den rekommenderade diametern bör vara större än plåttjockleken.
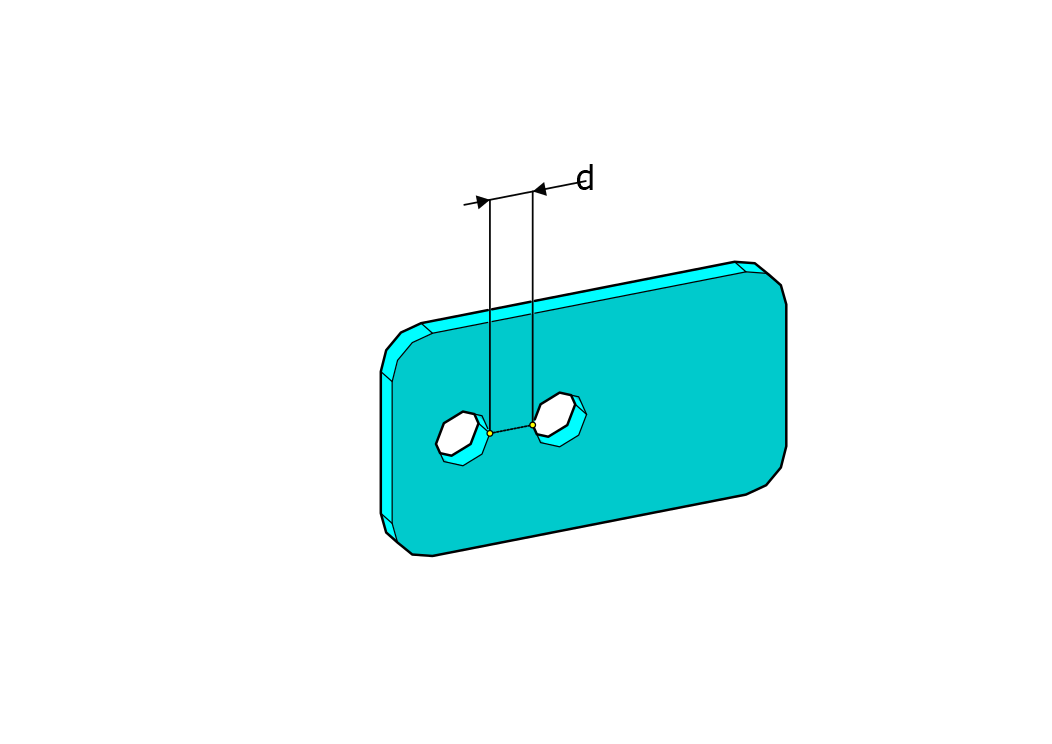
Avstånd mellan hålen
Avståndet mellan hålen måste vara minst tre gånger tjockleken.
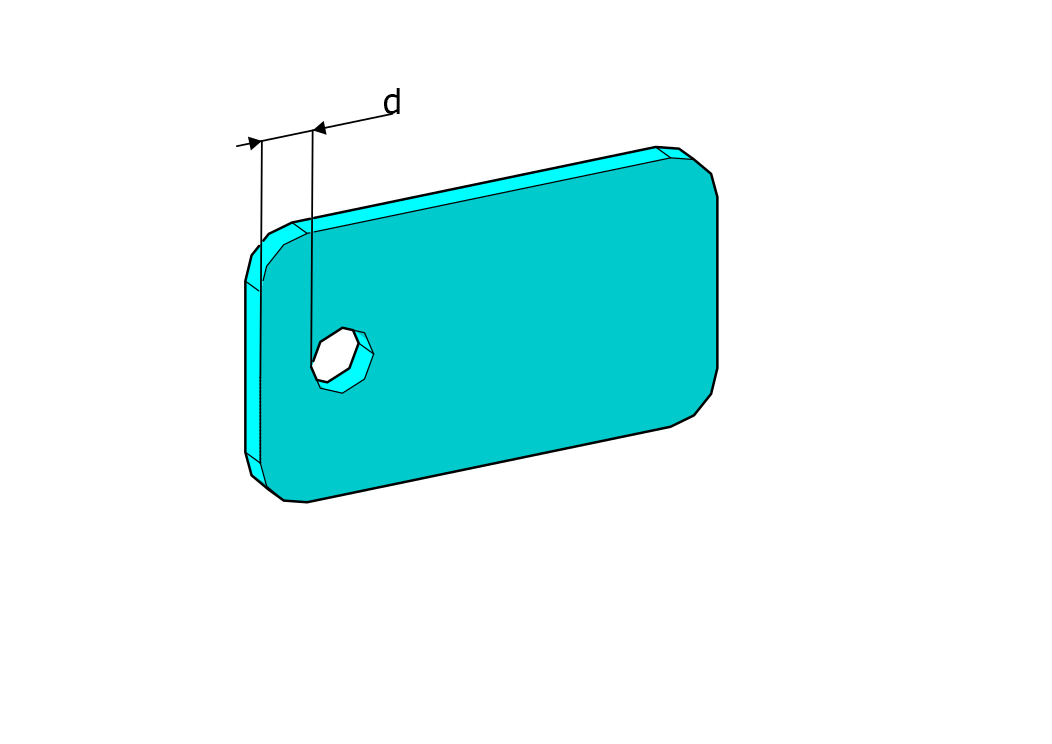
Avstånd mellan hål och kanter
Avståndet mellan hål och kant ska vara större än plåtens tjocklek.
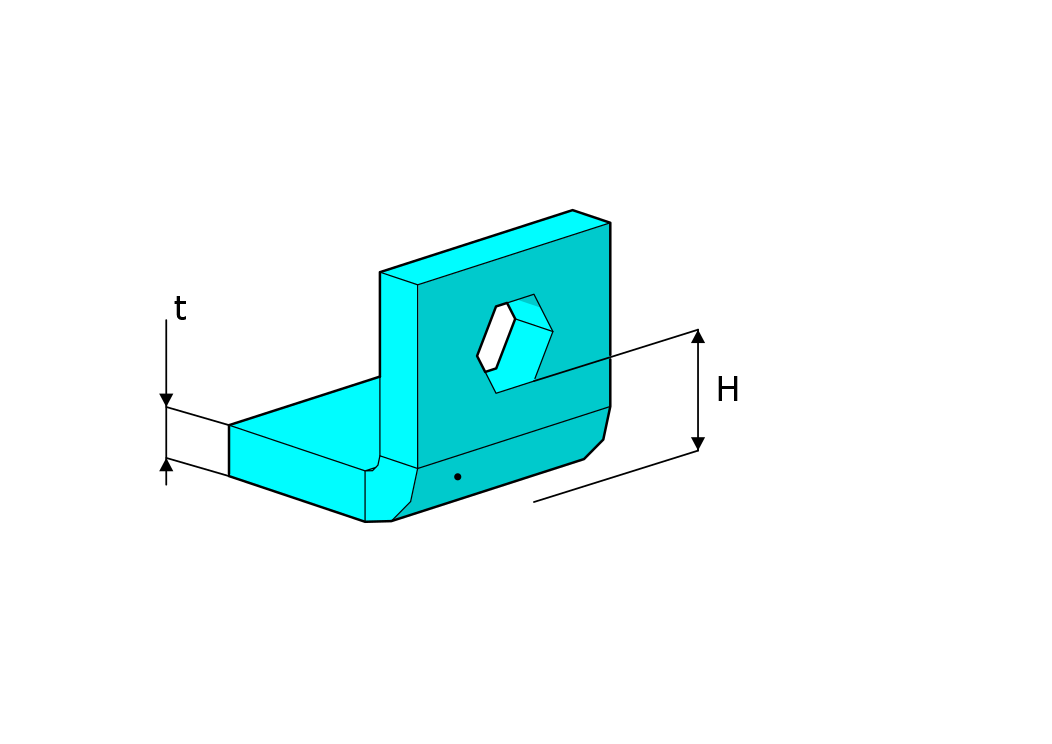
Minsta höjd för böjning
Böjningar måste vara högre än summan av två gånger tjockleken plus radien.
Avstånd mellan hål och böjar
Höjden på hålen (H) måste vara mer än tre gånger tjockleken (t).
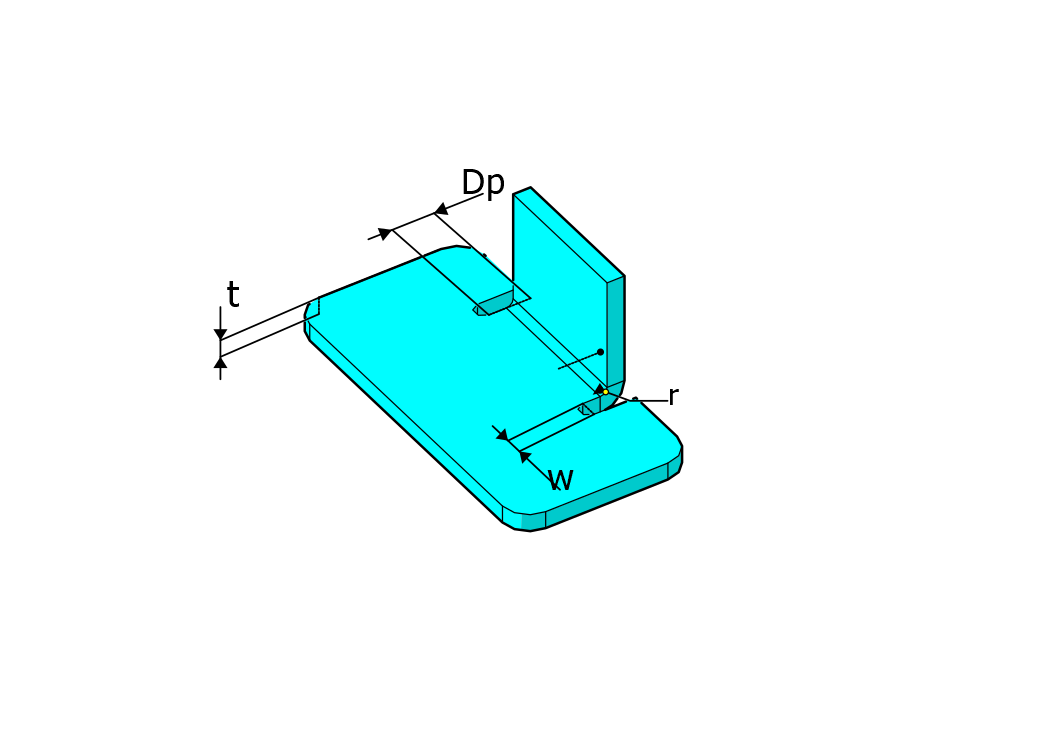
Böjningsrelief
En böjningsrelief är ett snitt som görs bredvid en böjning när det finns material på båda sidor för att förhindra rivning och deformation av plåtarna när de böjs. Böjningsrelief beror på tjocklek och material Böjningsreliefens bredd (w) måste vara en och en halv gång plåttjocklek (t). Böjningsavlastningen (Dp) måste vara större än böjningen.
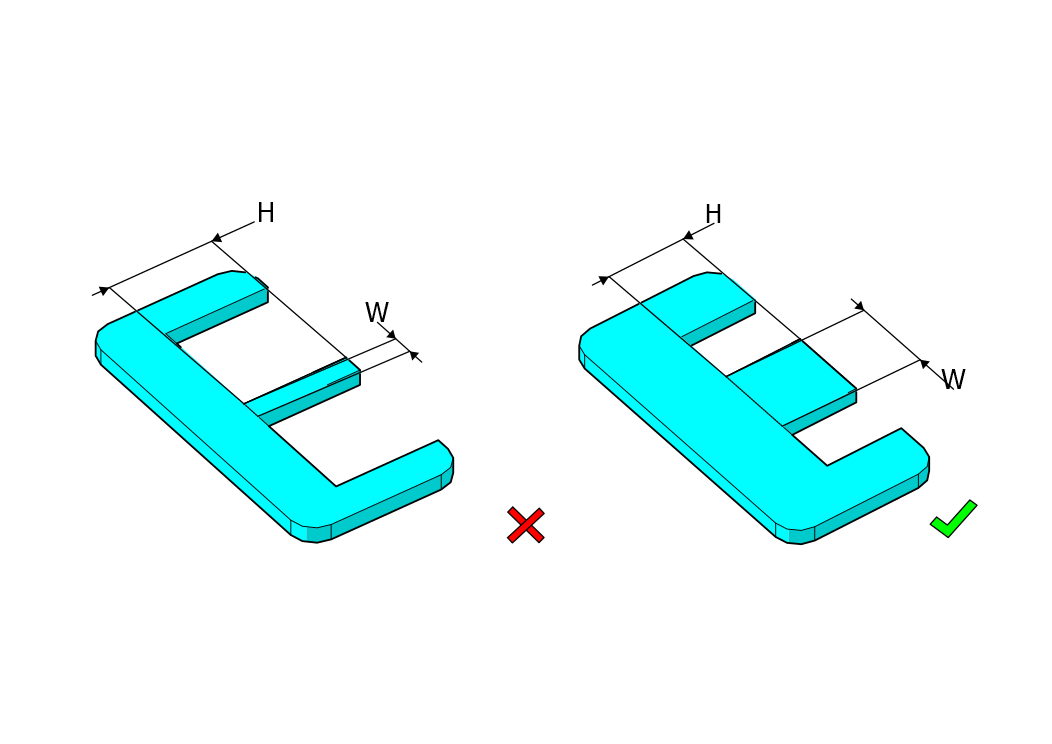
Utskärningar
Utskärningsbredden måste vara större än plåttjockleken (t), och höjden (H) bör inte överstiga fem gånger bredden (W).
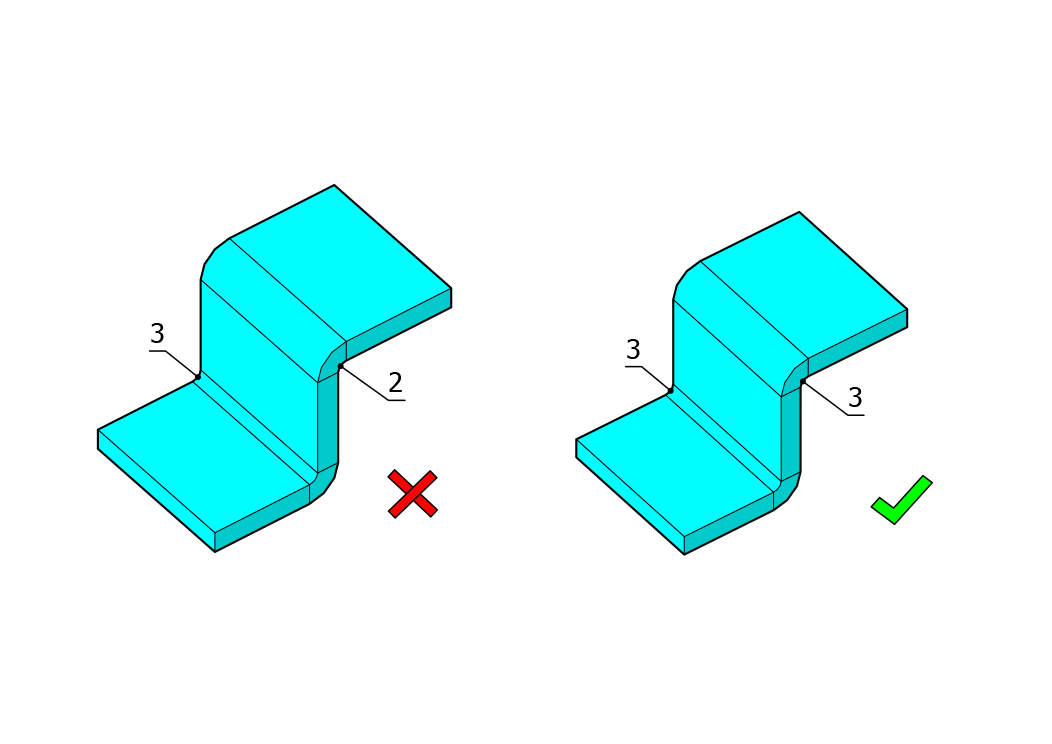
Böjningsenhet
Att hålla samma böjningsradie i alla böjningar är effektivare för att minimera böjningskostnaderna.
Vanliga frågor
En konstruktionsguide för plåtbearbetning innehåller konstruktionsrekommendationer som underlättar förberedelsen av detaljer inför tillverkning i plåt. Guiden fokuserar på faktorer som detaljens geometri, mått, bockningar, materialval och tillverkningskrav för att underlätta övergången från konstruktion till produktion. Om din konstruktion är klar kan du begära en offert genom att skicka in dina CAD-filer och projektuppgifter.
När du konstruerar plåtkomponenter bör du ta hänsyn till materialval, bockningsställen, detaljens geometri, mått, toleranser och funktionskrav. Genom att tillhandahålla fullständiga CAD-filer eller tekniska ritningar bidrar du till att säkerställa att projektkraven kan granskas innan tillverkningen påbörjas.
En framgångsrik konstruktion av plåtprodukter tar hänsyn till både produktens funktionella krav och tillverkningskraven. Genom att granska komponenternas egenskaper, materialval, mått och tekniska specifikationer redan under konstruktionsfasen kan man förbereda komponenterna för en effektiv plåttillverkning.
För en konstruktionsgranskning av plåtdetaljer, vänligen tillhandahåll era CAD-filer eller tekniska ritningar, materialkrav, antal, mått, toleranser och projektspecifikationer. Fullständig projektinformation underlättar utvärderingen av era tillverkningskrav och bidrar till en korrekt offert.
Innan du konstruerar plåtdelar för produktion bör du förbereda dina CAD-filer eller tekniska ritningar tillsammans med information om önskat material, mått, toleranser, antal och användningskrav. Efter att ha granskat din projektinformation kan Norck utvärdera dina tillverkningskrav och ta fram en lämplig offert. Om din konstruktion är klar kan du begära en offert genom att skicka in dina projektuppgifter.